江西銘鑫冶金設備有限公司是一家集“高端環保設備制造、廢棄物回收處理、資源化利用、廢棄電器電子產品處理資格、礦山機械制造”的專業技術企業。
江西銘鑫冶金設備有限公司是一家集“高端環保設備制造、廢棄物回收處理、資源化利用、廢棄電器電子產品處理資格、礦山機械制造”的專業技術企業。

勇于務實創新 發揮團體作用 共創銘鑫輝煌市場是企業的方向 質量是企業的生命在我們的領域永遠爭創第一以質量求生存 以科技求發展 科技 環境 資源 激情

冷媒回收機

CRT廢舊顯像管自動切割機

CRT自動機械切割設備

CRT單工位鎳鉻帶拆解設備

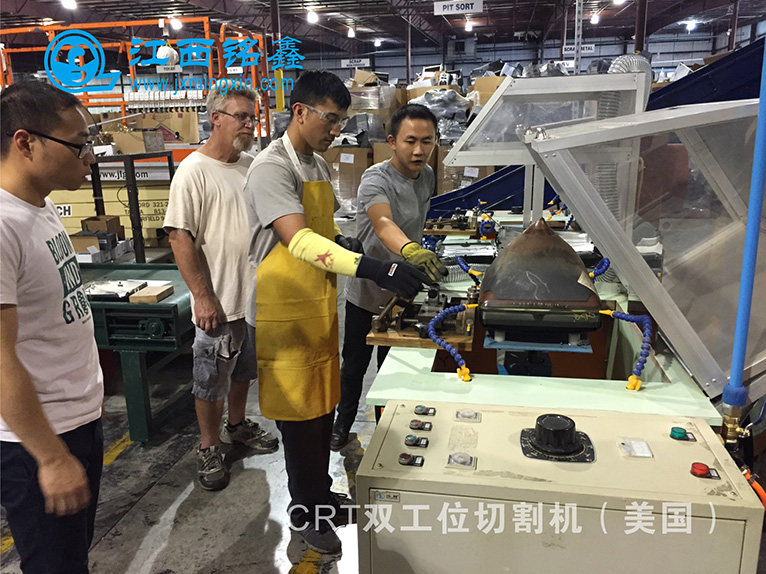
CRT雙工位鎳鉻絲拆解設備

全自動連續烤板機

小型電路板回收一體機

電子元件破碎分選設備

電子元器件自動拆解機

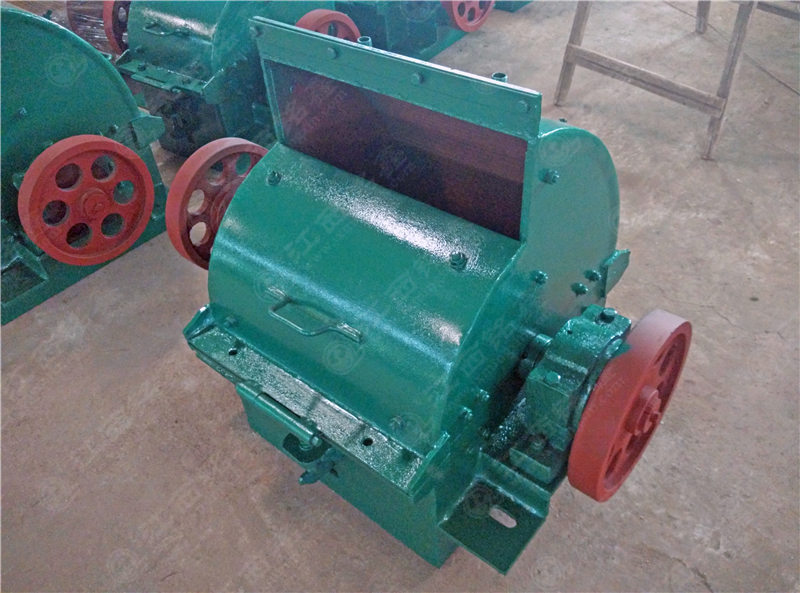
小型干式電路板破碎設備

全自動一體銅米機MX-600

銅米機 MX-300

全自動銅米機 MX-400

剝線機

電線電纜雙組干濕兩用銅米機

銘鑫廢舊鉛酸電池冶煉旋轉爐

銘鑫廢舊鋰電池電池回轉窯

銘鑫鋰電池炭化爐

鋰電池破碎回收生產線
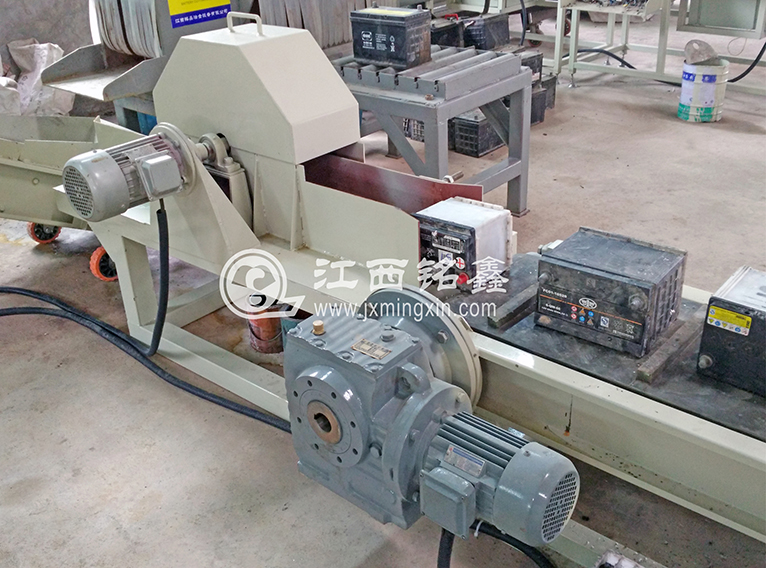
廢舊蓄電池切割機

報廢汽車預處理拆解線

報廢汽車拆解設備

硬盤破碎機

雙軸廢物回收撕碎機

多功能小型撕碎機

四軸撕碎機

雙軸撕碎機

MX-460型銅米機

MX-1000電路板破碎機
MX-580電路板破碎機

MX-460電路板破碎機

MX-320電路板破碎機
活性炭吸附設備

噴淋塔

拆解線與除塵設備

手機:13970779688/13803583893 電話:0797-5712838 EMAIL:lgm@jxmingxin.com llf@jxmingxin.com
總廠地址:江西省贛州市石城縣古樟工業園工業大道15號 贛州辦事處:江西省贛州市章貢區贛江源大道中創國際城3#19層19號